Finding the right method for ethanol dehydration can often feel like navigating through a labyrinth for many industries striving to refine their production efficiency. The challenge lies not only in achieving the desired level of ethanol purity but also in doing so in a manner that aligns with sustainability and cost-effectiveness goals. This quest for an optimal solution has led many to explore various technologies, each with its set of complexities and outcomes.
Ethanol dehydration through PV membrane separation systems stands out as a beacon of innovation in this landscape. By utilizing advanced membrane separation solvent dehydration techniques, this method offers a high degree of efficiency and sustainability. The essence of this technology is its ability to deliver ethanol at unparalleled purity levels, crucial for a wide range of industrial applications, thereby presenting an answer that many have been searching for.
Keep reading to uncover how integrating PV membrane technology can revolutionize your ethanol dehydration process, making it more efficient and environmentally friendly.

What Is Ethanol Dehydration and Why Is It Important?
Ethanol dehydration, at its core, involves the removal of water from ethanol to increase its purity level. This process is not just a technical requirement; it’s a critical step that impacts the efficiency, quality, and application of ethanol across various industries. From the production of biofuels to the manufacturing of pharmaceuticals and cosmetics, the demand for high-purity ethanol is pervasive and non-negotiable. But why does this process hold such significance, and how does it affect businesses and industries at large?
First and foremost, ethanol’s effectiveness as a solvent, fuel, or key ingredient in products is highly dependent on its purity. Water content in ethanol can drastically alter its properties, making it less effective or even unusable for certain applications. For instance, in the biofuel industry, water in ethanol can reduce fuel efficiency and potentially damage engines over time. Similarly, in pharmaceuticals, the presence of water can compromise the stability and efficacy of formulations, leading to quality control issues and regulatory challenges.
From a business perspective, optimizing the ethanol dehydration process is not merely about meeting product specifications; it’s about enhancing operational efficiency, reducing costs, and maintaining a competitive edge. Advanced dehydration methods like PV membrane separation not only ensure the production of high-purity ethanol but also offer a more energy-efficient and environmentally friendly solution compared to traditional methods such as azeotropic distillation or adsorption techniques. By adopting such innovative technologies, businesses can reduce their energy consumption, lower their carbon footprint, and achieve greater sustainability goals, all while ensuring product quality and compliance with industry standards.
Moreover, the global ethanol market is growing, driven by the increasing demand for renewable energy sources, green solvents, and sustainable manufacturing processes. As regulations become stricter and consumer preferences shift towards more eco-friendly products, the importance of efficient ethanol dehydration processes becomes even more pronounced. Companies that can produce high-purity ethanol in a cost-effective and environmentally responsible manner are better positioned to tap into new market opportunities, expand their customer base, and foster long-term growth.
In conclusion, ethanol dehydration is a pivotal process that transcends technical necessity, touching upon aspects of operational excellence, environmental sustainability, regulatory compliance, and market competitiveness. It’s a process that encapsulates the challenges and opportunities facing industries today, underscoring the need for innovation and efficiency in production methodologies.

How Does Membrane Separation Solvent Dehydration Work?
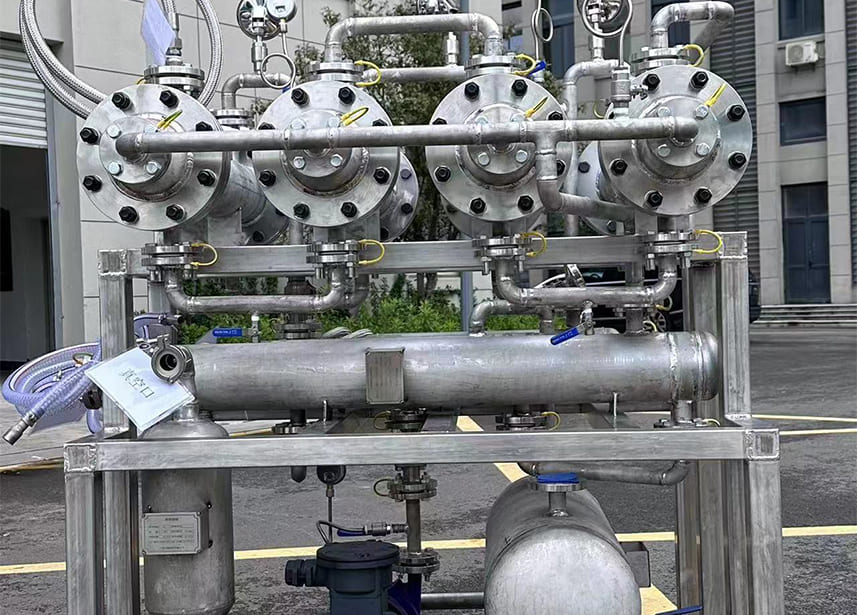
Membrane separation solvent dehydration, particularly when applied to solvents like ethanol, acetonitrile, and isopropanol, employs a sophisticated yet elegantly simple mechanism to separate water from organic solvents. This technology, central to our operations at Damo Technology, leverages the principles of pervaporation, a process that combines evaporation and percolation through a semi-permeable membrane to achieve dehydration.
At the heart of the process is the pervaporation membrane, a marvel of material science designed to selectively allow water molecules to pass through while retaining the organic solvent on one side. The process begins with the feed— a mixture of water and solvent—being preheated and then led into a vaporizer. Here, it’s turned into a vapor, which is then directed into a series of membrane modules.
Within these modules, the real magic happens. The membrane’s selective nature comes into play, exploiting the differences in the molecular size and polarity between water and the solvent. Water molecules, being smaller and more polar, diffuse through the membrane more readily than the larger, less polar solvent molecules. This selective permeation is driven by a pressure difference across the membrane, with a vacuum applied on the permeate side to encourage water molecules to pass through, leaving behind a dehydrated solvent.
This technology stands out for several reasons. First, it operates at relatively low temperatures compared to traditional distillation, preserving the integrity of thermally sensitive solvents and reducing energy consumption. This aspect is crucial for businesses aiming for sustainability and cost-effectiveness in their operations. Second, the pervaporation process is not hindered by the azeotropic nature of some mixtures, making it possible to achieve higher levels of dehydration than conventional methods.
From a business perspective, adopting membrane separation solvent dehydration offers several compelling advantages. It allows for the recovery of high-purity solvents, which is vital in industries where product quality cannot be compromised, such as pharmaceuticals and fine chemicals. Moreover, the process’s efficiency translates to lower operational costs and reduced environmental impact, aligning with the growing demand for green manufacturing practices.
Furthermore, the scalability and integration of this technology into existing systems mean businesses can adapt to changing production demands without significant overhauls. This flexibility, combined with the operational simplicity and safety of the membrane separation process, positions companies to meet their production goals more reliably and sustainably.
In essence, membrane separation solvent dehydration embodies the convergence of innovation, efficiency, and environmental stewardship. It provides a clear pathway for businesses to navigate the complexities of solvent recovery, ensuring they can meet stringent purity standards while minimizing their ecological footprint and operational costs.

What Makes PV Membrane Separation Unique for Ethanol Dehydration?
Pervaporation (PV) membrane separation technology represents a significant leap forward in the ethanol dehydration process, setting a new standard for efficiency, sustainability, and operational excellence. This innovative approach distinguishes itself from traditional dehydration methods by leveraging the unique properties of specially designed membranes to selectively separate water from ethanol, offering unparalleled benefits to industries reliant on high-purity ethanol.
The uniqueness of PV membrane separation in ethanol dehydration lies in its ability to operate under mild conditions, significantly reducing the energy consumption typically associated with ethanol purification. Unlike conventional distillation techniques that require high temperatures to achieve separation, PV technology utilizes a vacuum on the permeate side of the membrane to facilitate the selective passage of water molecules at relatively low temperatures. This not only conserves energy but also preserves the integrity of the ethanol, making it ideal for applications where thermal degradation is a concern.
Moreover, PV membrane separation technology is adept at overcoming the limitations posed by azeotropic mixtures. Ethanol-water mixtures form an azeotrope at certain concentrations, making it challenging to separate the two components through traditional distillation. PV membranes, however, are not hindered by azeotropic points, allowing for the efficient removal of water to achieve ethanol purities beyond the azeotropic composition. This capability is particularly beneficial in industries where the quality and purity of ethanol directly impact product performance and safety.
Another aspect that sets PV membrane separation apart is its environmental footprint. The process generates minimal waste, with the water removed from the ethanol being collected in a pure form that can be recycled or safely discharged. This contrasts sharply with other dehydration methods that can produce hazardous by-products or require the addition of chemicals to break azeotropes, leading to further purification challenges.
From a business perspective, the adoption of PV membrane technology for ethanol dehydration offers several competitive advantages. The operational efficiency and lower energy requirements translate into cost savings, while the high purity of the produced ethanol can meet the stringent standards of various industries, including pharmaceuticals, cosmetics, and food and beverage, enhancing product quality and compliance with regulations. Furthermore, the scalability and modular nature of PV systems allow for flexible integration into existing production lines, providing businesses with the agility to respond to market demands and expand their capacity as needed.
In conclusion, PV membrane separation technology’s unique approach to ethanol dehydration represents a paradigm shift in solvent recovery processes. Its ability to deliver high-purity ethanol in an environmentally friendly and cost-effective manner positions it as a key technology for industries looking to innovate their production processes and embrace sustainable practices. As we continue to advance in our understanding and development of membrane technologies, the potential applications and benefits of PV membrane separation are set to expand, further solidifying its role in the future of industrial solvent dehydration.

What Are the Advantages of Using PV Membrane Technology for Ethanol Dehydration?
In the quest for more efficient, sustainable, and cost-effective industrial processes, PV (Pervaporation) Membrane Technology has emerged as a game-changer, especially in the realm of ethanol dehydration. At Damo Technology, we’ve embraced this innovative approach due to its myriad benefits, which significantly outperform traditional dehydration methods. Here’s why PV membrane technology is the preferred choice for ethanol dehydration:
Efficient and Energy-saving
One of the standout benefits of utilizing PV membrane technology for ethanol dehydration is its remarkable efficiency. The process is capable of reducing water content to less than 0.05%, with energy consumption remarkably lower than that of traditional distillation processes. For example, gas-phase dehydration typically consumes about 0.45 tons of steam per ton of ethanol, while our PV membrane process can achieve the same results with significantly less energy, often less than 0.5 tons of steam per ton of solvent. This energy efficiency not only translates to cost savings but also aligns with the growing demand for sustainable industrial practices.
Environmental Impact
The PV membrane system presents an environmentally friendly solution by eliminating the need for additional chemicals in the dehydration process. Traditional methods often rely on adding substances to break azeotropic mixtures, which can lead to secondary pollution. In contrast, our membrane technology ensures a green, clean process, with the added benefit of the permeate being recyclable, further minimizing environmental impact.
Space Efficiency and Flexibility
Compared to conventional distillation units, PV membrane systems require significantly less space, saving over 80% in terms of physical footprint. This compact design is particularly advantageous for facilities with limited space or those looking to expand without extensive restructuring. Additionally, the modular nature of the technology allows for scalability and flexibility, enabling businesses to adjust their production capacity as needed without major investments or downtime.
Superior Product Quality
Achieving high-purity ethanol is crucial for many applications, and even minor impurities can have significant repercussions. PV membrane technology excels in producing ethanol with exceptionally low water content, often below 100 ppm, ensuring the highest product quality. This level of dehydration is particularly beneficial for industries where the purity of ethanol directly affects the end product’s quality and safety.
Long-term Financial Benefits
Despite the potentially higher initial investment in PV membrane technology, the long-term financial benefits are compelling. Reduced operational costs, lower maintenance requirements, and the durable nature of the system contribute to significant savings over time. Moreover, the high efficiency and yield from the dehydration process ensure a quick return on investment, making it a financially sound choice for forward-looking businesses.
In embracing PV membrane technology for ethanol dehydration, Damo Technology is at the forefront of delivering advanced, efficient, and environmentally responsible solutions to our clients. This technology not only meets the stringent demands of contemporary industry but also plays a crucial role in promoting sustainable industrial practices worldwide.

What Challenges and Solutions Exist in Implementing Membrane Systems?
Implementing PV Membrane Systems in industrial applications, especially for ethanol dehydration, presents a set of unique challenges and solutions. At Damo Technology, we’ve navigated these waters extensively, developing a deep understanding of how to overcome these obstacles and maximize the potential of PV technology.
Challenge 1: High Initial Investment
The upfront cost of PV membrane systems can be daunting for many businesses. The technology requires specialized equipment, including high-quality membranes, and the infrastructure to support its operation. This initial investment is often higher compared to traditional dehydration methods.
Solution: Our approach has been to focus on the long-term benefits. While the initial setup cost is higher, PV membrane systems offer significant operational savings over time. Reduced energy consumption, lower maintenance costs, and extended membrane lifespan lead to considerable cost savings, making the investment financially viable in the long run.
Challenge 2: Technical Complexity
Implementing PV membrane technology involves a certain level of technical complexity. The success of the process depends on the precise control of operating conditions, including temperature, pressure, and feed composition.
Solution: We’ve addressed this challenge by offering comprehensive training and support to our clients. Our systems are designed for ease of operation and are equipped with automatic control and online monitoring through PLC and HMI. This high level of automation ensures that even complex operations can be managed efficiently, with minimal risk of human error.
Challenge 3: Membrane Fouling
Membrane fouling is a common issue that can reduce the efficiency of the dehydration process. Contaminants in the feed can accumulate on the membrane surface, hindering its performance.
Solution: Our membranes are designed with anti-fouling properties, and we’ve incorporated pre-treatment steps to minimize the risk of fouling. Regular maintenance and cleaning protocols are established, ensuring the longevity and efficiency of the membranes.
Challenge 4: Scale-up and Integration
Scaling up PV membrane systems to meet increased production demands or integrating them into existing processes can be challenging. The design and layout of the system need to be flexible and adaptable.
Solution: The modular design of our PV membrane systems allows for easy scale-up and integration. We work closely with our clients to customize solutions that fit their specific needs, ensuring that the PV system complements existing processes seamlessly.
Challenge 5: Meeting Diverse Industry Standards
Different industries have varying requirements for ethanol purity and process efficiency. Meeting these standards can be challenging, especially when dealing with complex mixtures or azeotropic compositions.
Solution: Our PV membrane technology is highly adaptable, capable of achieving deep dehydration levels (water content below 100 ppm) while maintaining high selectivity for water permeation. This versatility ensures that our systems can meet the stringent purity standards required across various industries.
While the implementation of PV membrane systems comes with its challenges, Damo Technology’s innovative solutions and dedicated support make it a viable and attractive option for industries looking to enhance their ethanol dehydration processes. Our focus on long-term benefits, technical support, anti-fouling strategies, modular design, and adaptability to industry standards demonstrates our commitment to overcoming these challenges and providing our clients with efficient, sustainable, and cost-effective solutions.

What Are the Future Trends in Ethanol Dehydration Using PV Membrane Technology?
The future of ethanol dehydration is rapidly evolving, with Membrane Technology at the forefront of this transformation. This method, known for its efficiency and eco-friendliness, is set to redefine how industries approach ethanol dehydration. Looking ahead, several trends are emerging that not only promise to enhance the process but also align it with global sustainability and innovation goals.
Integration with Renewable Energy Sources
As the world shifts towards renewable energy, PV membrane systems are expected to follow suit. The integration of solar or wind energy to power these systems could significantly reduce the carbon footprint of ethanol dehydration processes, making them more sustainable and cost-effective.
Advancements in Membrane Materials
The ongoing research and development in membrane technology are poised to introduce more advanced materials that offer higher selectivity, durability, and resistance to fouling. These improvements could lead to more efficient dehydration processes, capable of achieving even lower water content in the ethanol product, thereby enhancing purity and reducing energy consumption.
Customized Solutions for Various Industries
Ethanol is used across a wide range of industries, each with its specific requirements for purity and process efficiency. Future PV membrane systems are likely to be more customizable, allowing for tailored solutions that can meet the unique needs of different sectors, including pharmaceuticals, biofuels, and food and beverages.
Automation and Smart Control Systems
The integration of advanced control systems and automation is another trend shaping the future of ethanol dehydration. These technologies will enhance process control, optimize performance, and reduce the need for manual intervention, leading to more consistent product quality and lower operational costs.
Circular Economy and Zero-Waste Processes
With an increasing focus on sustainability, future PV membrane dehydration processes will be designed with the circular economy in mind. This means not just minimizing waste and energy use but also recycling and reusing materials within the process, aiming for a zero-waste operation.
Global Expansion and Localization
As awareness of the benefits of membrane technology grows, its adoption is expected to expand globally. This expansion will likely be accompanied by efforts to localize technology production and maintenance, reducing costs, and making the technology more accessible to markets around the world.
The future of ethanol dehydration using PV membrane technology is bright, with innovations that promise to make the process more efficient, sustainable, and adaptable to diverse industry needs. These advancements will not only benefit the industries that rely on ethanol but also contribute to broader environmental and economic goals, positioning PV membrane technology as a key player in the sustainable industrial processes of the future.
Conclusion
PV membrane separation technology is revolutionizing the ethanol dehydration process, offering a sustainable, efficient, and cost-effective solution. By embracing this innovative approach, industries can enhance their production capabilities while contributing to environmental conservation.