Maximize purity and efficiency in ethanol dehydration with our PV Membrane Separation Solutions
Are you navigating the complexities of ethanol dehydration in search of a solution that doesn’t just meet the industry standards but sets new benchmarks? Discover how Damo’s advanced PV Membrane Technology can transform your process, offering an unparalleled level of efficiency and quality.
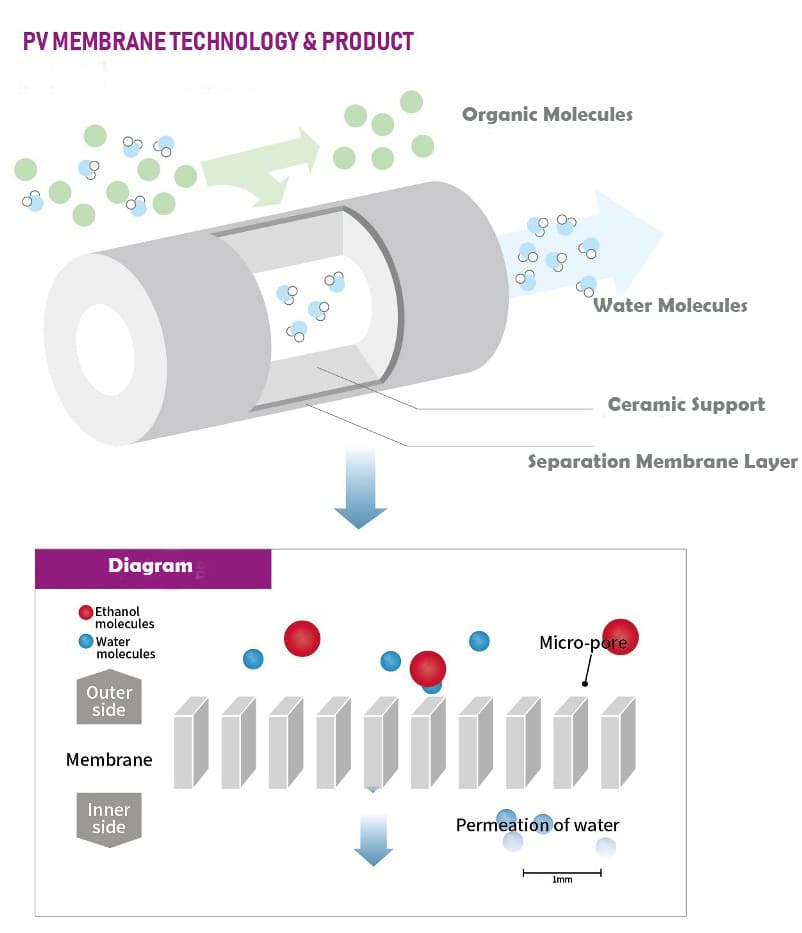
Why settle for the conventional when innovation offers so much more? Our patented PV membranes are at the forefront of this shift, designed to selectively remove water from ethanol, ensuring that what you get is nothing short of the highest purity. The standout feature? It accomplishes this with exceptional energy efficiency, paving the way for significant savings on operational costs and a notable reduction in environmental impact.
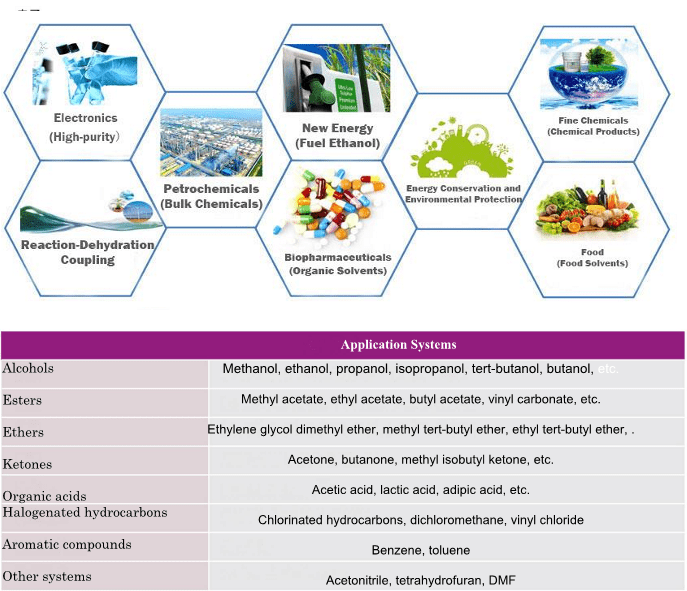
Your industry demands the best, whether it’s biofuels or pharmaceuticals, where the quality of ethanol cannot be compromised. Embracing our PV Membrane Technology means not just achieving but surpassing your dehydration requirements, all while committing to sustainability and cost-effectiveness.
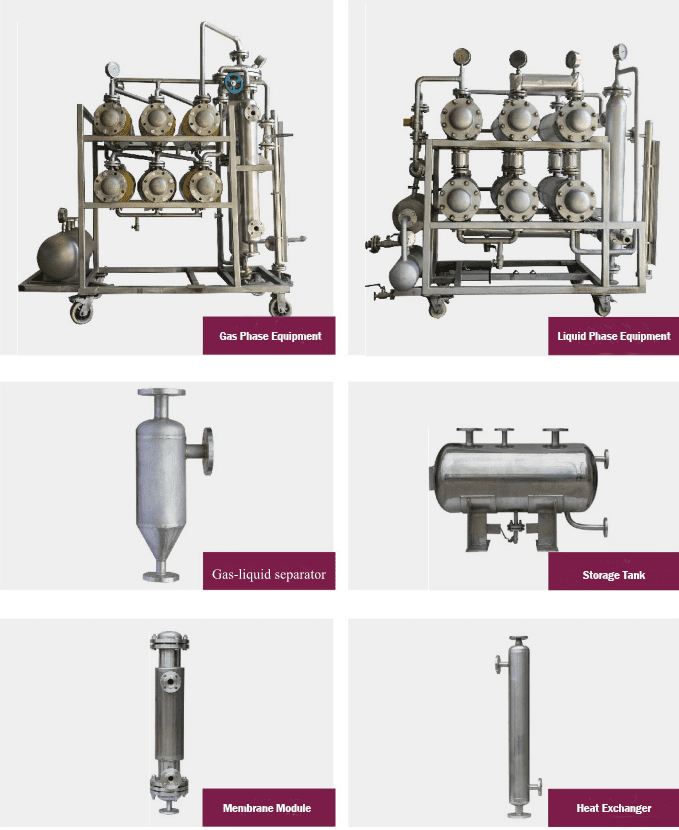
Flexibility that fits your needs. Whether your process benefits more from liquid-phase or vapor-phase dehydration, our technology is adaptable, ensuring that no matter your specific challenges, we have a solution that can enhance your efficiency, purity, and environmental footprint.
Step into a future where your ethanol dehydration process is powered by technology that promises unmatched efficiency and sustainability. With Damo, you’re not just adapting to industry standards; you’re setting them.
Membrane separation technology, specifically for ethanol dehydration, offers a suite of compelling advantages that align with the priorities of discerning clients. Here’s why it’s the optimal choice:
Traditional distillation can be quite energy-hungry, but with membrane separation, you’re looking at a system that typically consumes over 50% less energy. This isn’t just good for your utility bills; it’s also better for the planet. In specific figures, while distillation methods may require 0.55 Kg of steam per Liter of Alcohol, membrane technology like Vapor Permeation (VP) could potentially bring this down to zero, showcasing a significant reduction in energy use.
Reduced energy consumption directly translates to cost savings. The initial investment in membrane technology might be higher, but the operational costs over time are significantly lower due to reduced energy requirements and maintenance costs. For example, traditional PSA technology for ethanol dehydration might have lower upfront costs but requires frequent replacement of adsorbents, while our membrane systems, with a lifespan of 2-5 years, offer a more cost-effective solution in the long run.
Choosing membrane technology reflects a commitment to sustainable practices. Lower energy consumption means a smaller carbon footprint, aligning with global environmental goals. For businesses looking to enhance their green credentials, this technology presents an ideal opportunity.
Membrane separation provides a precise and consistent dehydration process. This is crucial for maintaining the quality of the ethanol, ensuring it meets industry standards and purity requirements – something that is paramount for pharmaceutical and fine chemical applications.
Our membrane systems are not one-size-fits-all; they are designed to grow with your needs. They can be scaled up or down depending on the production demands, providing flexibility and ensuring that you don’t overcommit resources.
By adopting membrane separation for ethanol dehydration, your business is not just keeping up; it’s leading the way. You’re investing in cutting-edge technology that sets you apart as a forward-thinking player in the industry.
To put it succinctly, membrane separation for ethanol dehydration is an investment in the future – a future where efficiency, sustainability, and economic viability are not just aspirations but realities.




Partnering with us for ethanol dehydration using PV membrane technology involves a structured process to ensure seamless integration and optimal results:
Sample Analysis or Solvent Parameter Provision: Begin by submitting a sample of your ethanol or specific solvent parameters, allowing us to understand your unique dehydration needs.
Thorough Evaluation: Our experts analyze your sample or parameters to assess the suitability of our PV membrane technology for your ethanol dehydration process.
Tailored Solution Customization: We design a customized solution that aligns with the specific requirements of your ethanol dehydration project.
Contractual Agreement: Once the solution is agreed upon, we formalize the collaboration through a contract, setting the stage for the implementation.
Pilot Testing with Small-Scale Equipment: We install small-scale equipment at your facility to conduct pilot testing, ensuring the technology meets your expectations.
Processing & Inspection of Equipment: Our team processes and meticulously inspects the equipment to guarantee quality and performance.
Delivery & Installation: We manage the transportation of the full-scale system to your site and oversee the installation process.
System Debugging: Our engineers work on-site to debug the system, ensuring it operates flawlessly within your existing operations.
Comprehensive After-Sales Service: We provide thorough after-sales support, including training for your team, to ensure smooth operation and maintenance of the technology.
By taking the customer’s perspective into account, we ensure that every step of our collaborative process is designed to meet your needs, guaranteeing efficiency, quality, and long-term satisfaction with your ethanol dehydration process.

PV Membrane Technology, with its impressive efficiency in ethanol dehydration, consistently achieves a product yield exceeding 99% while maintaining a low product concentration in the permeate of less than 1%. This high efficiency not only ensures the production of ultra-pure ethanol but also significantly reduces energy consumption, making it a cost-effective and environmentally friendly solution.
The technology's ability to handle a wide range of operating conditions, including varying pH levels and temperatures, makes it highly adaptable to different industrial requirements. With Damo’s fully independent intellectual property rights, clients benefit from a process that is simple, with no phase change required, and that can effectively dehydrate organic solvents even when chemical changes occur after heating.
This efficiency positions PV membrane separation technology as an essential tool for industries seeking to optimize their ethanol dehydration processes while minimizing environmental impact.
For ethanol dehydration using PV Membrane Technology, the operational temperature ranges are a crucial aspect to consider. This technology operates effectively within a broad temperature spectrum, typically between 60°C to 150°C. This range is strategically designed to accommodate various industrial settings and process requirements without necessitating significant adjustments to existing operational frameworks.
From a customer perspective, this flexibility is a significant advantage. It means that integrating PV Membrane Technology into your current system won't require extensive modifications or additional equipment to manage temperature variances. Whether your process operates at lower temperatures for sensitive compounds or requires higher temperatures for more robust operations, PV Membrane Technology can adapt to your needs.
This adaptability ensures that the technology not only meets but exceeds performance expectations in a wide array of dehydration scenarios, providing a seamless, efficient solution for achieving high-purity ethanol.
PV Membrane systems for ethanol dehydration are designed with minimal maintenance requirements in mind, emphasizing their reliability and ease of operation. The beauty of these systems lies in their straightforward upkeep routine, which primarily involves regular checks and cleaning procedures to ensure the system's optimal performance. This approach significantly contributes to the long-term operational efficiency and sustainability of the equipment.
From a client's perspective, the minimal maintenance demand means less downtime and more consistent production output, which is crucial for maintaining operational timelines and budget constraints. The systems are built to be robust, with a life expectancy of the membrane tubes guaranteed for 2 years, and a normal service life extending from 3 to 5 years, underlining the durability and quality of the technology. Regular spare parts that are urgently needed are delivered swiftly, ensuring any maintenance needs are quickly addressed without significant disruption to operations.
Moreover, the after-sales service commitment includes regular telephone follow-ups in the initial months after operation commencement, ensuring any potential issues are promptly identified and resolved. This comprehensive support framework ensures that maintaining a PV Membrane system is not a burdensome task but a seamless part of your operational routine, allowing you to focus on core production activities while benefiting from high-efficiency ethanol dehydration.
Our Membrane Technology adeptly manages impurities in ethanol, ensuring a high-purity final product. It's specifically designed to selectively permeate water, thereby retaining ethanol and other valuable components within the feedstock. This precision in separating water from ethanol, even in the presence of various impurities, underscores the technology's robustness and adaptability to complex mixtures.
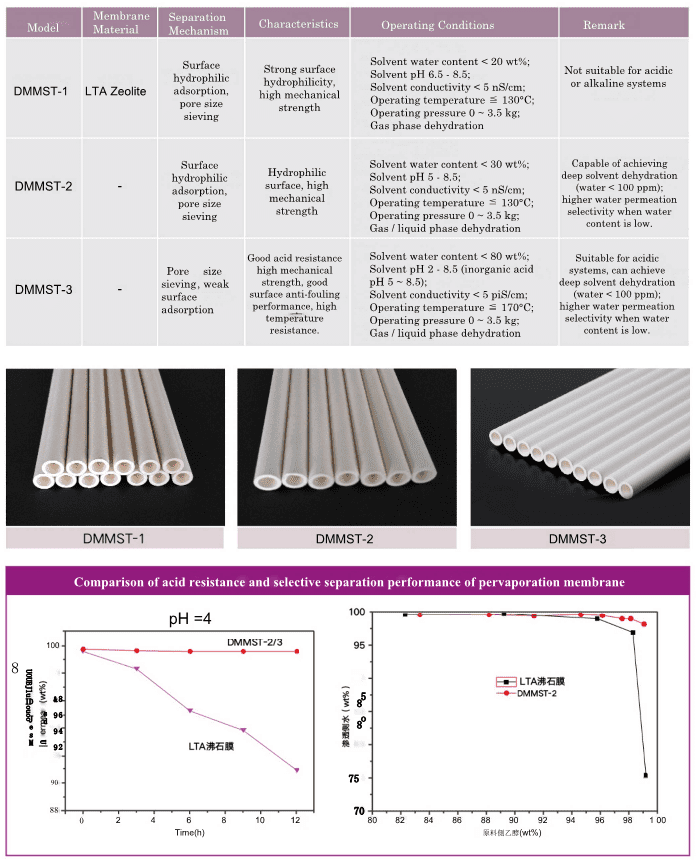
The acid-resistant Damo membrane product, for instance, maintains its efficacy across a wide pH range (2-8.5), ensuring the feed's pretreatment is straightforward and effective. It's capable of dehydrating organic solvents without compromising on membrane performance, even when the solvent undergoes chemical changes upon heating.
This capability is pivotal in handling feedstocks with a diverse range of impurities, demonstrating the technology's versatility and its potential to deliver high-purity ethanol under various operational scenarios.
In the context of ethanol dehydration, the versatility of PV Membrane Technology in handling diverse pH levels is a game-changer for many industries. This technology is specifically engineered to perform optimally across a wide pH spectrum, making it incredibly adaptable for various applications. Whether your process involves acidic, neutral, or slightly alkaline conditions, PV Membrane Technology is designed to ensure effective and efficient dehydration of ethanol.
The membranes' ability to manage different pH levels, from as low as 2 up to 8.5, signifies a significant advantage, allowing for seamless integration into existing processes without the need for extensive modifications. This adaptability is particularly beneficial in industries where the feedstock's pH can vary, ensuring that the dehydration process remains consistent and reliable, safeguarding both the quality of the ethanol produced and the longevity of the equipment used.
The assurance that PV Membrane Technology can accommodate varying pH levels without compromising performance or safety is a substantial benefit. It not only simplifies operational requirements but also opens up possibilities for processing a broader range of feedstocks. This capability underscores the technology's role in enhancing operational efficiency, reducing costs, and maintaining high standards of product purity across different industrial settings.
Membrane separation solution showcases remarkable energy efficiency in the dehydration of solvents, with specific advantages highlighted in our documentation. For example, in the dehydration of acetonitrile, the process consumes less than 0.5 tons of steam per ton of solvent solution, significantly reducing the energy required compared to traditional distillation methods. This efficiency is a result of the membrane's selective separation function, which operates effectively even at low energy levels, ensuring water content can decrease to less than 0.05%.
This technology stands out not only for its superior energy efficiency but also for its environmental benefits, as it eliminates the need for additional components in the dehydration system, thereby reducing potential waste. The process is automated and monitored online, ensuring safety and simplicity in operation. The modular design of the equipment further contributes to its energy efficiency by requiring a smaller footprint and allowing for easier installation.
PV Membrane solution's scalability is a significant advantage for industries with varying ethanol dehydration needs. It's engineered to flexibly match production volumes, whether for smaller setups or expansive industrial operations. This adaptability means that as your demand for dehydrated ethanol increases, the technology can scale up to meet these requirements seamlessly. The process is designed to accommodate adjustments in scale without compromising efficiency or effectiveness, ensuring consistent performance across all levels of operation.
From a practical standpoint, the ability to scale PV Membrane systems offers a cost-effective solution to expansion. Instead of investing in entirely new equipment or processes to handle increased volumes, the modular nature of PV Membrane systems allows for incremental adjustments. This not only makes scaling up more manageable and less resource-intensive but also ensures that the transition can occur with minimal disruption to ongoing operations.
For businesses, this scalability is crucial for maintaining competitiveness and flexibility in the market. As demands shift and production needs grow, having a dehydration process that can adapt without significant overhauls ensures that your operations can remain agile.
Absolutely, we provide trial order options to perfectly align our PV Membrane Technology with your specific ethanol dehydration requirements.This tailored approach allows you to experience the technology's high efficiency and effectiveness firsthand, ensuring it meets your needs before making a comprehensive commitment.
The process initiates with an in-depth evaluation and analysis of your samples or solvent parameters, leading to a customized solution designed for your unique operation. Following the contract signing, we facilitate the installation of small-scale equipment for customer testing, enabling you to witness the technology's performance in your specific context.
This step-by-step process ensures a seamless integration of our technology into your operations, offering peace of mind and confidence in the value and adaptability of our PV Membrane system to your ethanol dehydration needs. Our commitment extends beyond initial implementation, with comprehensive after-sales service to support and optimize your dehydration process long-term
Elevate your production with our PV Membrane Technology — the ultimate solution for ethanol dehydration. Tailored for scalability, it promises unmatched efficiency and superior ethanol purity, effortlessly adapting to your evolving production needs. Minimal maintenance and exceptional energy savings underscore its sustainable edge.
Whether starting small or expanding, our technology ensures consistent quality and operational excellence. Ready to leap towards innovation?
Connect with us to explore how PV Membrane separation solution can redefine your ethanol dehydration process.
Menu
Advanced pervaporation systems, membranes, and modules for efficient separation processes.
NO.2588, F Building, Sanbei Street, Cixi, Zhejiang, China.
+86 18657634288
he@damopvm.com